Abluftreinigung bei der Biomethanaufbereitung
1. Einleitung
Was waren das für Zeiten, als die Bundesregierung im Jahre 2008 ihr Biomethanprogramm auflegte, in dem bis zum Jahre 2020 mit 6 Mrd. m³ Biomethan per anno 6 % des deutschen Erdgasverbrauchs substituiert werden sollte. Flugs wurden die Taschenrechner in Betrieb gesetzt und ein Bedarf von 1.200 bis 1.800 Aufbereitungsanlage ermittelt, mithin mehr als 100 Anlagen pro Jahr.
Auch bei den RTO-Anlagenbauer, die sich in das Neuland Biogas vorwagen wollten, brach Goldgräberstimmung aus, war doch durch die deutschen Emissionsschutzvorschriften ein Bedarf von 1.000 RTO-Anlagen ins Blickfeld geraten.
Da eine solche Fertigungskapazität im Lande gar nicht vorhanden war, wurden Business-Pläne aufgestellt, Investitionsprojekte formuliert, Wachstumskurven skizziert und Kreditanträge gestellt. Heute, nach der Novellierung des EE-Gesetzes 2014, ist der Markt für RTO-Anlagen praktisch Richtung Null geschrumpft, weil hierzulande die Investitionen nun unattraktiv geworden sind und im europäischen Ausland RTO-Anlagen vorläufig noch nicht vorgeschrieben sind.
Wohl dem, der sich gegenüber politischen Programmen eine ausreichende Skepsis bewahrt hat.
RELOX hat bis dato 25 RTO-Anlagen in den Biomethanmarkt vor allem für Druckwasserwaschanlagen geliefert und zählt daher zu den Lieferanten mit der größten praktischen Erfahrung. In den nachfolgenden Kapiteln werden die wesentlichen Punkte dieser Erfahrung zusammengefasst.
2. Aufbereitungsverfahren
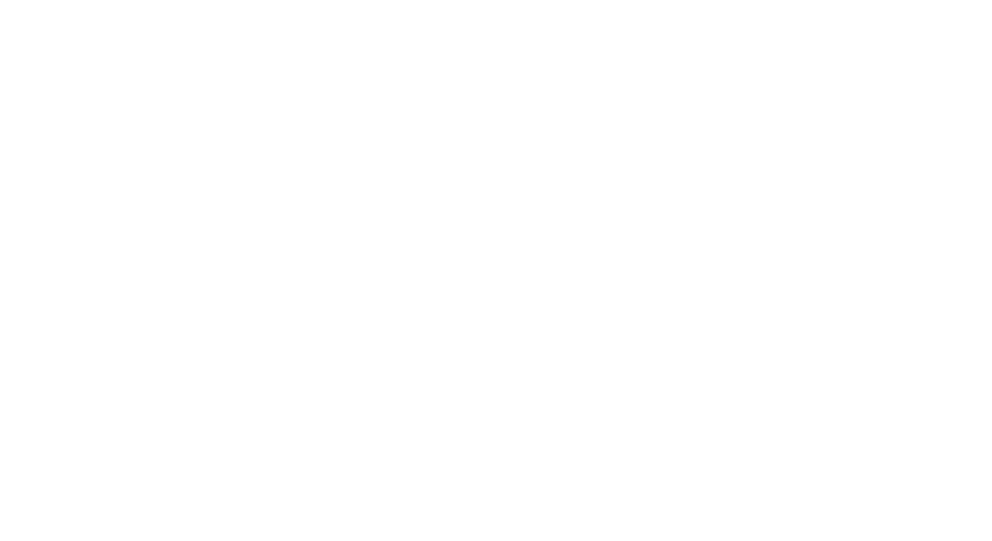
Bis zum Ende des Jahres 2012 sind ca. 120 Aufbereitungsanlagen installiert worden, die sich auf die verschiedenen Verfahren wie folgt verteilen:
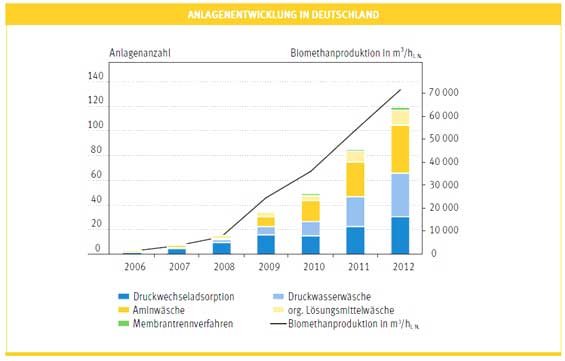
Bild 1: Anlagenentwicklung in Deutschland (Preformated)
Quelle: DBFZ Datenbank Biogasaufbereitungsanlagen (2012)
Aus der Sicht eines RTO-Anlagenbauers ist die Art der Aufbereitung entscheidend für die Sicherheits- und Anlagentechnik. Allen Aufbereitungsverfahren gemeinsam ist jedoch die kritische Schnittstelle zur RTO, die in jedem Fall vor einer Installation sorgfältig analysiert werden muss.
Auch können RTO-Anlagen ablufttechnisch nicht direkt angeschlossen werden, da zwischen der Abluftabgabe und der Einströmung in die RTO eine ausreichende Sicherheitszeit eingeplant werden muss, in der das Abgas untersucht wird (UEG-Kontrolle) und gegebenenfalls Maßnahmen zum Schutze der RTO ergriffen werden können.
Auch ist eine ausreichende Kommunikation zwischen beiden Anlagenteilen sicher zu stellen, damit die Aufbereitungsanlage so gefahren wird, dass kein Sicherheitsrisiko entsteht und zudem der Energieverbrauch bzw. der Methanschlupf optimierbar ist.
Die Qualität des Abgases hängt ganz entscheidend vom Aufbereitungsverfahren ab.
Es hat sich jedoch allgemein herausgestellt, dass ohne eine weitgehende Entschwefelung (Feinentschwefelung) des Biorohgases auf Werte < 3 ppm Schwefelwasserstoff nachfolgend mehr Probleme auftreten, die dann den Mehraufwand für eine Entschwefelung schnell übertreffen. Besonders bei Druckwasserwäschen sind aus Kostengründen viele Anlagen ohne Feinentschwefelung aufgebaut worden mit dem Ergebnis, dass besonders innerhalb der RTO-Anlagen Korrosion nicht vermeidbar war. Überdies wird natürlich ein stechend riechendes Abgas mit Schwefeldioxid und Schwefeltrioxid abgegeben, das im nahen Umfeld unangenehm wahrgenommen wird und dort weitere Schäden verursacht.
Schwankungsbreiten der Gaszusammensetzung von Biogas aus Nawaro- und Biogenen Reststoffanlagen:
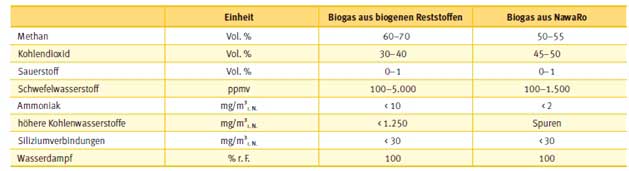
Bild 2: Beispiele von Biogaszusammensetzungen
Quelle: [2-8] Krassowski, J.; Lohmann, H.; Gomez, S.; Liebetrau, J.; Fischer, El.; Strach, K.: Bioabfallvergärung
Wie in Bild 2 zu sehen ist, können siliziumorganische Verbindungen aus dem Biogas bis in die RTO gelangen. Auch wurden dem Waschwasser von Druckwasserwaschanlagen Antischaummittel zugesetzt, die ebenfalls Silizium enthalten. Siliziumverbindungen werden in der Brennkammer der RTO-Anlagen zu weißem Staub oxidiert, der sich in der Isolierung und den oberen Lagen der keramischen Wabenkörper absetzt, die Funktion des Wärmetauschers beeinträchtigt und zu höherem Wartungsaufwand führt.
Für die Betreiber derartiger Anlagen oder Endkunden kommt es also entscheidend darauf an, im Vorfeld zu prüfen, ob wirklich ein vollständiges technisches Konzept, d.h. einschließlich Trocknung und Feinentschwefelung angeboten wird, so dass die RTO-Anlage ihre Aufgaben auch erfüllen kann, nämlich die Grenzwerte nach TA-Luft einzuhalten und das bei einem Methanschlupf < 0,2 % bezogen auf den Methangehalt im Biorohgas.
3. Das Sicherheitsproblem
Um das UEG-Problem zu lösen, braucht man zunächst ein schnelles und sicheres Mess-verfahren.
In der Regel muss das Messgas aus der Rohrleitung herausgepumpt und aufbereitet werden, bevor es zum eigentlichen Sensor zugeführt werden kann. In der Praxis haben sich schnelle IR-Sensoren in indirekten Messsystemen bewährt. Die Analysetechnik muss redundant oder eigensicher ausgeführt werden. Je nach Schlauchlänge zwischen Rohrleitung und Analysator werden hierfür ca. 3 Sekunden benötigt. Da bei zu hohen Methangehalten auch noch Klappen geschaltet werden müssen, wird eine Sicherheitszeit von mindestens 4 Sekunden benötigt, um auf schnelle Konzentrationsänderungen adäquat reagieren zu können.
Bei einem Abluftvolumen von 3.000 m³/h und einem Rohrleitungsdurchmesser von 250 mm (v = 16,7 m/s) ist eine Rohrlänge von 67 m zwischen Aufbereitung und RTO und ein Bypass erforderlich, um das Einströmen hoher Methankonzentrationen in die RTO sicher zu verhindern. Da ein solcher Leitungsabstand bei einer kompakten Aufstellungsvariante meist nicht möglich ist, kann die Einströmungsverzögerung auch durch ein Behältersystem, einen sogenannten Mäandertank, erreicht werden. Je nach Aufbereitungsverfahren können prozessbedingt (PSA), beim Anfahren oder bei Störungen hohe Methanpeaks auftreten. Es ist Sache der jeweiligen Hersteller hier für eine Vergleichmäßigung der Methanemission zu sorgen, um kritische Zustände und hohe Belastungen der RTO-Anlagen zu vermeiden. Die Bereitschaft hierzu war bei einigen Anlagenbauern in der Vergangenheit nicht ausreichend ausgeprägt.
Da die meisten Aufbereitungsverfahren die Abtrennung von Kohlendioxid unter Druck vornehmen, muss ausgeschlossen werden, dass hohe Drücke über das Abgasrohr in die RTO gelangen, die lediglich für leichte Überdrücke bis 50 mbar ausgelegt ist.
Ein ausreichendes Sicherheitskonzept sieht eine Druckentlastungsklappe > 100 mbar vor, die sich automatisch öffnet, wenn der Druck in der Abgasleitung den kritischen Grenzwert übersteigt.
Weitere Problemfelder ergeben sich durch mögliche CO2-Leckagen innerhalb geschlossener Räume (Analysegaspumpen!) und die Brennstoffzufuhr zum Brenner der RTO-Anlage, die entsprechend von „worst-case“ Szenarien untersucht und sicher gestaltet werden müssen.

Bild 3: 2-Kammer RTO-Anlage an einer Druckwechseladsorption (PSA)
Quelle: RELOX Archiv
4. Verfügbarkeit
Biogasanlagen sollen möglichst rund um die Uhr produzieren und dies das ganze Jahr hindurch. Entsprechend hoch sind demnach die Erwartungen der Betreiber an die Verfügbarkeit der verschiedenen Anlagen.
Bei den RTO-Anlagen, die ihren hohen thermischen Wirkungsgrad durch ein Wärmespeicherverfahren erreichen, kommt es noch mehr darauf, dass diese Anlagen nie ausfallen, da sie aufgrund des Verfahrens deutlich langsamer den Zustand der Betriebsbereitschaft wieder erreichen, als die Aufbereitungsanlagen. Diesem Umstand haben die verschiedenen technischen Konzepte in der Vergangenheit nicht ausreichend Rechnung getragen.
Dies beginnt bereits bei der Auswahl der Heizquelle für die RTO-Anlage.
Wie es dazu kommen konnte, das in einem Konzept der regenerativen Energiegewinnung Stromheizungen ausgewählt und installiert worden sind, ist wirklich schwer nachvollziehbar, wenn man davon ausgeht, dass nicht Großkonzerne mit veralteten Produktionsverfahren federführend tätig waren. Solange es regenerativen Strom nicht dauerhalt im Überschuss gibt, kann man elektrischen Strom nicht zu Heizzwecken verwenden.
Biorohgas als Heizquelle ist prinzipiell technisch möglich, aber mit einer Reihe von Nachteilen verbunden. Zunächst müsste das Gas weitgehend getrocknet werden, um Störungen in der Brennstoffversorgungen zu vermeiden. Die Leitungen müssen isoliert und mit Begleitheizungen versehen werden.
Zweitens ist es erforderlich, die Rohgasverdichter mit frequenzgesteuerten Antrieben auszustatten, damit die RTO-Anlage nicht immer ausfällt, wenn die Aufbereitungsanlage steht.
Drittens treten beim Wiederanfahren oder bei Störungen der Aufbereitungsanlage dann große Druckschwankungen auf, wenn die Biorohgasleitung zur RTO direkt von der Biorohgasleitung zur Aufbereitungsanlage abgezweigt wird.
Besser ist es, die RTO-Anlage mit Biomethan, Erdgas oder LPG zu heizen, da hier von der Aufbereitungsanlage unabhängige Speicher zu Verfügung stehen.
Die Erfahrungen, die jetzt nach mehreren Jahren mit vielen Anlagen vorliegen, bestätigen die Aussagen im vollen Umfang.
Auf Seiten der RTO sind neben Brennerstörungen vor allem die Schaltkontakte von Klappen oder Ventilen die Ursache für Störungen. Industrietaugliche Kontakte, die auch bei Schalthäufigkeiten alle 100 Sekunden zuverlässig dauerhaft funktionieren, werden hier benötigt. Dafür kommen nur erstklassige Qualitäten in Frage. Gleiches gilt für Dichtungsmaterialien, besonders bei Anlagen ohne Feinentschwefelung.
Durch die Säurebildung, die Temperaturbelastung und die Schalthäufigkeit können nur wenige Materialien für einen langfristigen Einsatz verwendet werden.
Auf das Problem der Verstopfung von Wabenkörpern der oberen Lage durch Siliziumverbindungen wurde bereits hingewiesen. Noch signifikanter sind Verstopfungen im unteren Bereich des Wabenkörperbettes durch Salzbildung bei fehlender Feinentschwefelung (Sulfate Bisulfite), die zwar wasserlöslich sind, aber nur begrenzt von unten gereinigt werden können. Häufig muss dann das ganze Bett ausgetauscht werden mit den entsprechenden Kosten und Stillstandzeiten.
RELOX hat daher ein geteiltes Wabenbett entwickelt (patentiert) das den Austausch und die Reinigung z.B. der zwei unteren Lagen separat ermöglicht. In der fortgeschrittenen Variante kann dieses Bett in einer Rahmenkonstruktion durch einen Gabelstapler herausgenommen und ausgetauscht werden.
Bild 4: Austausch des unteren Wabenkörperbettes
Quelle: RELOX Archiv
5. Effizienz und Korrosion
Der Anschluss einer RTO-Anlage an eine Biogasaufbereitungsanlage führt in ein Dilemma. Einerseits möchte man den Methanschlupf und d.h. den Energieverbrauch der RTO so gering wie möglich halten. Dafür muss das Reingas soweit wie möglich abgekühlt werden.
Nehmen wir als Beispiel eine Anlagengröße mit 500 m³ Methan pro Stunde. Ein Methanschlumpf von 0,2 Vol.% reduziert den Verbrauch der RTO auf max. 1 m³ Methan pro Stunde. Bei einem Abluftvolumen von 3.000 Nm³/h entspricht dies einer Temperaturerhöhung von durchschnittlich 10 °C oder einer Temperaturübertragung von knapp 99 %.
Technisch möglich sind dagegen Temperaturübertragungsgrade von 95 % oder einer mittleren Emissionstemperatur von 60 – 65 °C, d.h. einem Verbrauch von 4,5 – 5 m³ Methan/h oder einem Methanschlupf < 1 %. Dabei ist es unerheblich, ob sich diese Methanvolumen im Abgas befindet (sogn. autothermer Betrieb) oder ob es der RTO ganz oder teilweise durch den Brenner zugeführt wird.
Bei einer solch niedrigen Kamintemperatur wird der Säuretaupunkt weit unterschritten, so dass auch bei einer sehr geringen Säurekonzentration eine Kondensation mit all ihren Folgeerscheinungen nicht vermieden werden kann. Wollte man das Abgas oberhalb des Säuretaupunktes emittieren, wären Temperaturen dauerhaft > 140 °C erforderlich. Dies entspricht einem Mehrverbrauch von 10 m³ Methan/h oder einem Methanschlupf von 3 %.
RELOX hat RTO-Anlagen aus Normalstahl und Edelstahl (1.4571) gebaut und dabei feststellen müssen, dass die Korrosion bei Normalstahlanlagen praktisch mit der Inbetriebnahme sichtbar wird, während bei den Edelstahlanlagen eine gewisse Verzögerung eintritt. Schaut man sich das Umfeld einer RTO nach einigen Jahren an, sind zwischen beiden Anlagentypen kaum Unterschiede festzustellen. Erfahrungen mit dem Einsatz von Kunststoffen im unteren Anlagenbereich liegen leider nicht vor, sind aber eine Möglichkeit, das Problem zumindest teilweise zu entschärfen.

Bild 5: 3-KammerRTO nach einer Druckwasserwäsche
Quelle: RELOX Archiv
6. Wärmerückgewinnung
Geht man von einem Methanschlupf von ca. 1 % aus, so entspricht dies bei der hier dargestellten Musteranlage mit 500 m³ Biomethan/h und einem Abluftvolumen von 3.000 Nm³/h (Druckwasserwäsche) einer Temperaturerhöhung im Reingas von ca. 50 °C. Während einer RTO Zykluszeit stehen deshalb Kamintemperaturen von 40 – 100 °C zur Verfügung (50 – 60 kW).
Es würde sich ja um einen ökologischen Schildbürgerstreich handeln, ließe man dieses Potential ungenutzt, während gleichzeitig eine separate Brenneranlage, betrieben mit Biomethan, die Gärbehälter mit Wärme versorgt.
Voraussetzung für einen nachgeschalteten Wärmetauscher ist wieder einmal die Feinentschwefelung von der RTO, weil keiner der üblichen Wärmetauschkonstruktionen bei Säurekondensation eine längere Lebensdauer beschieden sein würde.
Dennoch könnte durch die Wärmerückführung des Methanverlustes der Schlupf auf Werte < 0,5 % begrenzt werden.

Bild 6: 3-Kammer-RTO nach chemischer Wäsche
Quelle: RELOX Archiv
7. Schlussbetrachtungen
RTO-Anlagen sind die richtige Lösung zur Reinigung von Abgasen einer Biogasaufbereitungsanlage.
Es müssen jedoch in der Branche einige nun vorliegende Erkenntnisse in verbesserte Lösungen umgesetzt werden. Bislang mussten wir z. T. ein Maß an Orientierungslosigkeit, gefährliche Gleichgültigkeit bis hin zu tatsächlich installierten Sicherheitsrisiken feststellen, die aus der Sicht der Endkunden nicht hinnehmbar sind.
Notwendig ist vielmehr einerseits eine faire Kooperationen zwischen den einzelnen Anlagenlieferanten, andererseits aber ein verstärkter technischer Einkauf bei den Betreibern oder Käufern , die in der Lage sein müssen, das Gesamtsystem und die wechselseitigen Abhängigkeiten zu verstehen und zu steuern.
Bis zur nächsten Überarbeitung des EE-Gesetzes sollte die Zeit genutzt werden.
Bremen, den 23.02.2015
Siegfried Woitkowitz